

了解熱砂的作用,利用適當(dāng)?shù)募夹g(shù)消除熱砂的影響,以便獲得穩(wěn)定的型砂和無缺陷鑄件。
就當(dāng)今潮模砂金屬鑄造而言,熱型砂已被認(rèn)為是與缺陷有關(guān)問題中的頭號(hào)因素。大多數(shù)鑄造工作者能闡明使用熱砂與鑄件質(zhì)量降低的直接關(guān)系。事實(shí)上研究表明:如果控制不當(dāng),熱砂對整個(gè)鑄造生產(chǎn)線上的每一道主要工序都是有影響的。
本文探討的是:當(dāng)采用熱砂造型時(shí)熱造型砂的成分、鑄件質(zhì)量以及生產(chǎn)中碰到的問題。此外綜合考慮在熱砂冷卻過程中的技術(shù)和關(guān)鍵參數(shù)以及控制砂溫的效果。這篇文章推薦的數(shù)據(jù)是對熱砂多方面技術(shù)研究的結(jié)晶。
何為熱砂
熱型砂被定義為對型砂準(zhǔn)備、造型和鑄造質(zhì)量產(chǎn)生不利影響的任一高溫度的砂。具體來說是指溫度在49℃~71℃的回用砂,其熱量足以導(dǎo)致混砂的不均勻性和控制問題。
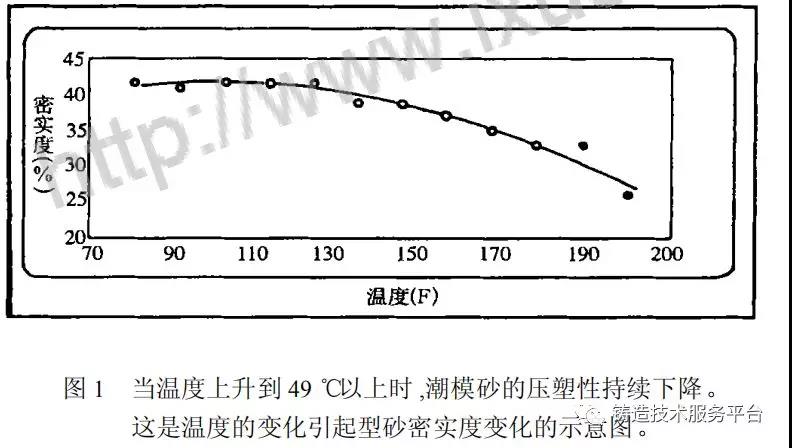
由A。Volkmar在1979年的一項(xiàng)研究顯示,溫度在49℃以上會(huì)導(dǎo)致砂物理性能一致性喪失。在這項(xiàng)研究中,大量的砂試樣被分裝進(jìn)幾個(gè)帶有熱電偶的密封容器中,并處于不同的溫度之中,對每個(gè)容器中的試樣快速檢測,以保證沒有熱量散失。研究表明:當(dāng)砂的溫度超過49℃時(shí),砂的密實(shí)度不斷下降。然而,當(dāng)溫度在27℃~49℃之間時(shí),密實(shí)度實(shí)際上沒有改變,如圖1所示。
由JS Schumacher主持的題為“熱型砂的問題”的另一項(xiàng)研究支持49℃的圖示,并說明超過71℃的砂在混砂時(shí)不能達(dá)到均勻的物理性能。但低于49℃的砂可以混得均勻。對于49℃~71℃的砂,混碾后的砂不均勻且難以控制。本文的結(jié)論是:經(jīng)過充分混勻的且低于49℃的砂是最好的。
由J。S Schumacher等發(fā)表的一系列題為“熱砂為什么會(huì)引起問題”的技術(shù)性文章中,采用幾種獨(dú)特的試驗(yàn)檢測技術(shù)等手段,評價(jià)了熱砂的問題。首先,試驗(yàn)在不同的溫度和時(shí)間的條件下,比較膨潤土粘合液的粘度,從而作出評價(jià)。試驗(yàn)結(jié)果指出:在熱水中的膨潤土與在冷水中的膨潤土,其分散和凝結(jié)的情況不一樣。數(shù)據(jù)還表明膨潤土的粘度隨著其粘合液溫度的增加而有所增加。假定當(dāng)粘合液溫度增加,膨潤土懸浮體粒子薄層自身由邊緣向中間排列,形成了一種開式結(jié)構(gòu),這種結(jié)構(gòu)與冷水狀態(tài)的粘合液相比,其膨潤土懸浮體粒子薄層保持面對面排列的情況大不相同,隨著溫度增加便會(huì)形成開式結(jié)構(gòu),從而導(dǎo)致了對砂系統(tǒng)的若干負(fù)面影響。最重要的是,與冷砂相比,熱砂中的膨潤土保持水分的能力較差,導(dǎo)致其更容易失去水分并降低物理性能。根據(jù)這項(xiàng)研究,當(dāng)使用熱型砂時(shí),一種有趣的現(xiàn)象產(chǎn)生了:將熱態(tài)金屬倒入熱砂型,生產(chǎn)的鑄件出現(xiàn)了與型砂含水量高相關(guān)的缺陷,而熱砂型經(jīng)冷卻后再倒入熱態(tài)金屬,其生產(chǎn)的鑄件則出現(xiàn)了與型砂含水量低相關(guān)的缺陷。
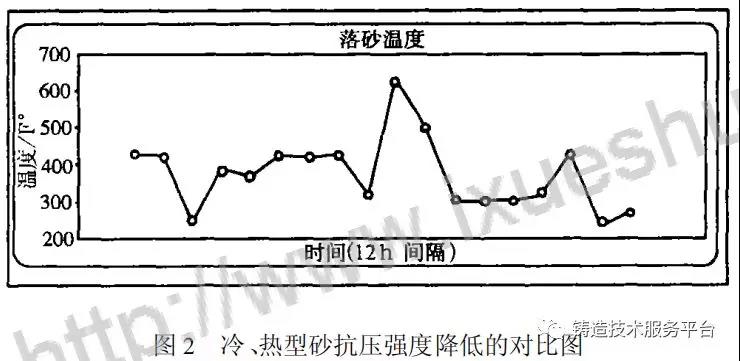
這項(xiàng)研究的第二部分,評價(jià)了型砂溫度對型砂物理性能的影響。型砂試驗(yàn)是在密閉的溫度和濕度控制室內(nèi)并且分別在21℃和60℃的溫度下進(jìn)行的。除了型砂的溫度變化外,其他所有條件都保持不變。結(jié)果表明:型砂在60℃時(shí)檢測,其性能有很大程度的降低,如圖2所示。
這些研究表明:到目前為止,所有的工藝研究和收集的數(shù)據(jù)清楚地定義了潮模砂造型的臨界溫度為49℃(120υ)。
與熱砂有關(guān)的問題
熱砂影響到潮模砂造型工作的每個(gè)方面,并導(dǎo)致較高的廢品率,增加膨潤土的消耗,甚至使系統(tǒng)完全失去控制。
就廢品而言,大部分與型砂有關(guān)的缺陷,都與型砂溫度過高有較大的相互對應(yīng)關(guān)系,這些缺陷包括夾砂、表面粗糙程度、金屬浸滲、脹箱、粘砂,由氣體形成的針孔、氣孔、多肉和鑄型破損。許多這方面的缺陷是由鑄型表面水分的迅速失去而引起的。
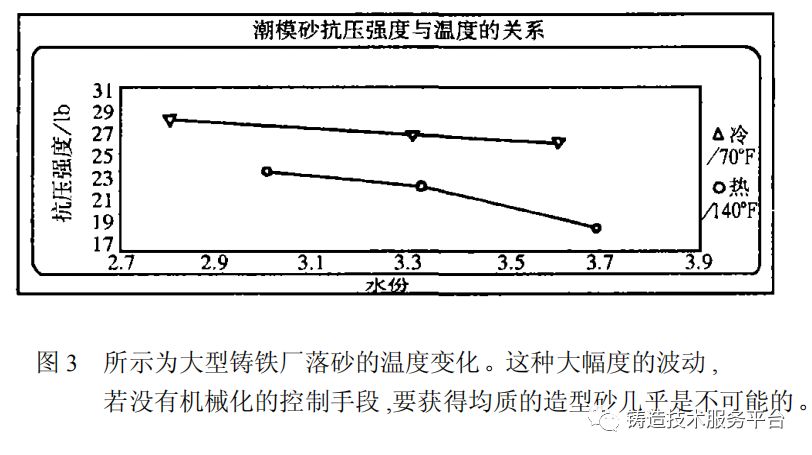
就砂處理系統(tǒng)操作而言,熱造型砂有許多不利的影響。通?;赜玫臒嵘斑M(jìn)入混砂機(jī)時(shí),其溫度和濕度波動(dòng)很大。在鑄鐵廠進(jìn)行的試驗(yàn)表明 :在大料斗的不同時(shí)段,砂溫在32℃~193℃的溫度之間波動(dòng)(如圖3所示)。在型砂準(zhǔn)備期間,溫度的驟變會(huì)引起水分蒸發(fā)量的變化。這種變化使混砂機(jī)中水分的精確添加和密實(shí)度的控制變得困難。備用砂溫度的不穩(wěn)定將加劇各批次型砂之間物理性能的變化。當(dāng)將熱的備用砂通過較長的距離傳送到多部造型機(jī)時(shí),砂子干燥程度的不可控性也是至關(guān)重要的。
熱砂在冷表面產(chǎn)生水分凝結(jié)的傾向還使進(jìn)出砂處理系統(tǒng)時(shí)產(chǎn)生幾個(gè)特殊的問題。首先,熱砂有粘貼在較冷的料斗和料倉壁的傾向并形成料斗縮管,當(dāng)熱砂進(jìn)入到料斗的頂部時(shí)直接通過了料倉中部的縮管。結(jié)果是在所提供的系統(tǒng)砂中只有少部分被頻繁使用。由于系統(tǒng)中少了活動(dòng)砂,砂的周轉(zhuǎn)率增加迅速,使砂的溫度升高,從而使熱砂的問題加劇。
由水分凝結(jié)引起的第二個(gè)嚴(yán)重問題是放在熱型腔中的冷型芯。型芯表面過多的水分可使型芯強(qiáng)度降低并且產(chǎn)生鑄造缺陷,如與氣體有關(guān)的氣孔和針孔。由于冷凝,金屬鑄造工作者可能還會(huì)遇到一些問題 ,如型砂粘在模型上。
一般來說,由于可用砂量減少的自然趨勢,熱砂問題將變得更嚴(yán)重。
冷卻熱的潮模砂
保持砂系統(tǒng)的穩(wěn)定,減小波動(dòng)和變化,這不僅需要出輸入材料的平衡,而且需要能量的平衡。添加新的原材料時(shí)必須保證有使混砂機(jī)中粘土發(fā)生反應(yīng)的能量。由鑄件凝固所產(chǎn)生的熱量必須從砂中除去,以使其系統(tǒng)保持能量平衡。
來自落砂的回用砂,其溫度、水分、粒度、粘土含量以及其它關(guān)鍵的物理性能都會(huì)產(chǎn)生波動(dòng)。對于砂處理設(shè)備(混砂機(jī))來說,新舊砂的不協(xié)調(diào)性是一個(gè)問題,不論它是自動(dòng)控制還是手動(dòng)控制。理想的情況是:砂冷卻系統(tǒng)把溫度不同和其它性能不協(xié)調(diào)的砂混成均勻的砂。鑄件落砂后采用適當(dāng)?shù)姆绞綄⑸盎靹?。系統(tǒng)砂(由于均勻化作用)將隨著時(shí)間的推移會(huì)產(chǎn)生逐漸變化而不是采取出乎意料的突變方式。然而,僅僅給熱型砂加水也不能有效地冷卻砂從而產(chǎn)生均勻的型砂。為了能夠有效的冷卻,水必須有足夠的時(shí)間與所有砂粒接觸。同時(shí)必須設(shè)法把水由液體轉(zhuǎn)變?yōu)闅怏w而形成的水蒸汽除去。由于這兩點(diǎn)理由,向傳送帶上的砂子澆水的做法并不能有效地將砂冷卻至49℃以下。
需要重點(diǎn)強(qiáng)調(diào)的是:如果熱砂和水的混合物的周圍空氣濕度飽和,將沒有汽化產(chǎn)生。為了使砂冷卻系統(tǒng)有效地進(jìn)行汽化冷卻,需要注入能夠吸收水分的非飽和空氣。由于通入非飽和空氣到達(dá)潮濕砂團(tuán)的頂部是無效的,因此最好把非飽和空氣通入砂團(tuán)的內(nèi)部。
關(guān)于造型砂的冷卻,另一個(gè)主要考慮的因素是冷卻容器內(nèi)的停滯時(shí)間。如果非飽和空氣能夠有效地除去蒸汽,那么通過持續(xù)的水汽化方法可以迅速地把砂冷卻至100℃。要使砂溫下降到100℃以下,冷卻時(shí)間將延長,并且這一過程不再是瞬間完成的。有效的措施是砂冷卻系統(tǒng)必須能提供充足的非飽和空氣并使型砂在冷卻容器中有足夠的停滯時(shí)間,以充分利用水汽化和干燥的優(yōu)點(diǎn)。
為了使熱砂汽化必須加水,但加水必須控制在狹窄的范圍內(nèi)。加水量應(yīng)適當(dāng),即有助于冷卻并且嚴(yán)格控制型砂的水分,盡可能使型砂水分接近造型需要的百分比。此外,可能時(shí),在砂冷卻系統(tǒng)中,添加一部分或全部所需要的膨潤土是有幫助的。由于料倉中的均勻化作用,在這一階段添加水和膨潤土對提高系統(tǒng)效率是有利用的。
嚴(yán)格控制系統(tǒng)的水分和砂的有效均勻化,對于保證交付給造型工序的備用砂的均勻性有著積極的作用。在混砂前,要有效地混合并控制落砂的溫度和水分,就能增加生產(chǎn)線上緊實(shí)性控制裝置的能力。
文章來源網(wǎng)絡(luò),如有侵權(quán)請聯(lián)系網(wǎng)站管理員微信qzh6867650,即刪。