

鑄造廠家生產(chǎn)汽油機(jī)和柴油機(jī)缸體時,一直采用硅鈣孕育劑進(jìn)行孕育,經(jīng)常出現(xiàn)力學(xué)性能達(dá)不到要求的現(xiàn)象,并且所生產(chǎn)的缸體在機(jī)加工過程中經(jīng)常出現(xiàn)滲漏、夾渣等缺陷。經(jīng)分析,產(chǎn)生這些缺陷的主要原因是組織粗大,在熱節(jié)部位產(chǎn)生縮松;另外,由于硅鈣孕育劑成渣傾向大,處理需用的加人量大,造成渣量較大而易產(chǎn)生鑄件夾渣凹。為解決這一問題,在熔煉上進(jìn)行了多方面試驗(yàn),特別是對孕育劑進(jìn)行了多品種的試驗(yàn),最后選用鍶硅孕育劑取得了很好的效果。
1、試驗(yàn)條件
采用容量為6t的變頻感應(yīng)電爐進(jìn)行熔煉,造型方式為濕型砂氣沖造型生產(chǎn)線,連續(xù)生產(chǎn)。鐵液出爐溫度為1 480~1 500 C,鐵液包容量為1 000 kg;孕育方式采用包內(nèi)沖人法,孕育劑加入量為0.30%~0.45%,試樣在中間包次澆注完鑄件后澆注。
所用爐料為:廢鋼為優(yōu)質(zhì)碳素鋼,生鐵為河南球墨生鐵和本溪球墨生鐵,回爐料為同類產(chǎn)品回爐料,孕育劑為鍶硅孕育劑和硅鈣孕育劑,其他合金材料還有FeSi、FeMn等。鍶硅孕育劑的主要成分見表1。
爐前檢測采用澆濕型三角試樣檢查白口深度,用激冷型檢查鐵液凝固時頂部發(fā)生的行為作快速判斷。采用濕法分析鐵液成分,10t萬能強(qiáng)度試驗(yàn)機(jī)檢測抗拉強(qiáng)度,布氏硬度計檢測硬度,金相顯微鏡檢查金相組織。
2、試驗(yàn)結(jié)果及分析
2.1爐料配比
根據(jù)鑄造廠的實(shí)際條件,對不同的爐料配比進(jìn)行了試驗(yàn),具體的爐料配比見表2。并且在同一種爐料配比方案中同時采用硅鈣孕育劑和鍶硅孕育劑兩種孕育劑進(jìn)行孕育處理。
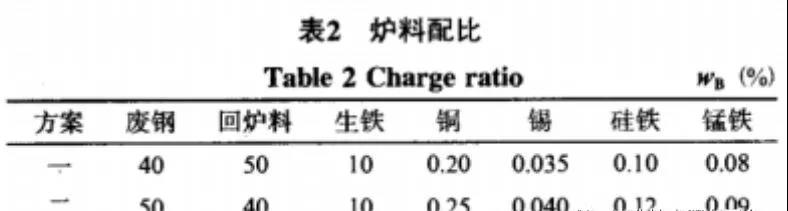
圖:爐料配比
2.2 試生產(chǎn)抽查結(jié)果
2.2.1
力學(xué)性能和金相組織采用不同的爐料配比方案一和方案二,用硅鈣孕育劑和鍶硅孕育劑分別進(jìn)行孕育處理,其力學(xué)性能和金相組織呈現(xiàn)出不同的結(jié)果,表3為兩種孕育劑孕育處理后的化學(xué)成分,表4為兩種孕育劑孕育處理后的力學(xué)性能和金相組織。
2.2.2鑄件質(zhì)量變化情況
采用硅鈣孕育劑和鍶硅孕育劑分別進(jìn)行孕育處理,鑄件質(zhì)量發(fā)生了相應(yīng)的變化。用鍶硅孕育劑處理的鑄件,夾渣、滲漏、縮松等缺陷得到了明顯下降,具體統(tǒng)計情況見表5。
2.3 試生產(chǎn)數(shù)據(jù)分析
從表3和表4可以看出,碳當(dāng)量在3.90%~ 4.10%范圍內(nèi),使用鍶硅孕育劑不但可以獲得較高的力學(xué)性能,而且金相組織比使用硅鈣孕育劑的效果要好得多。當(dāng)采用第二種方案時,碳當(dāng)量在3.99%~4.10%范圍,也可獲得較高的抗拉強(qiáng)度值。當(dāng)碳當(dāng)量達(dá)到4.10%時,抗拉強(qiáng)度仍能達(dá)到260 MPa以上,而同爐采用硅鈣孕育劑孕育后的抗拉強(qiáng)度值在240-260 MPa范圍,比鍶硅孕育劑孕育處理的抗拉強(qiáng)度值要低20 MPa左右。
從表4可以看出,采用鍶硅孕育劑的石墨均為A型和少量C型,長度在5~6級范圍;而采用硅鈣孕育劑的石墨長度都在4~5級,隨著碳當(dāng)量的增高,石墨長度也在增長,有時還會出現(xiàn)F型石墨。用鍶硅孕育劑進(jìn)行處理的鐵液的共晶團(tuán)數(shù)量比使用硅鈣孕育劑處理的鐵液的共晶團(tuán)數(shù)量要少一些。
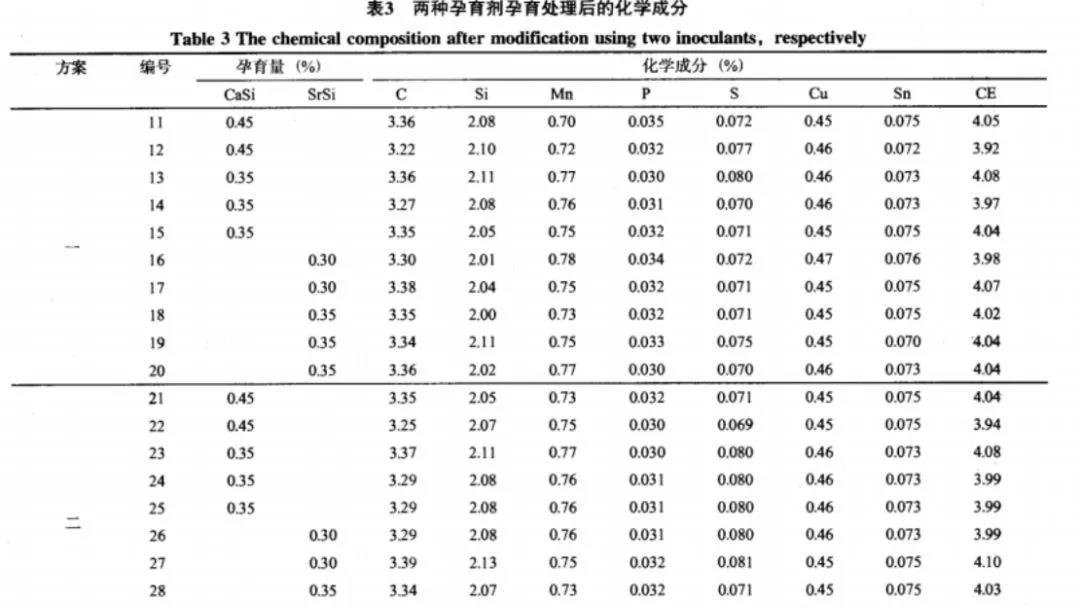
圖:兩種孕育劑孕育處理后的化學(xué)成分
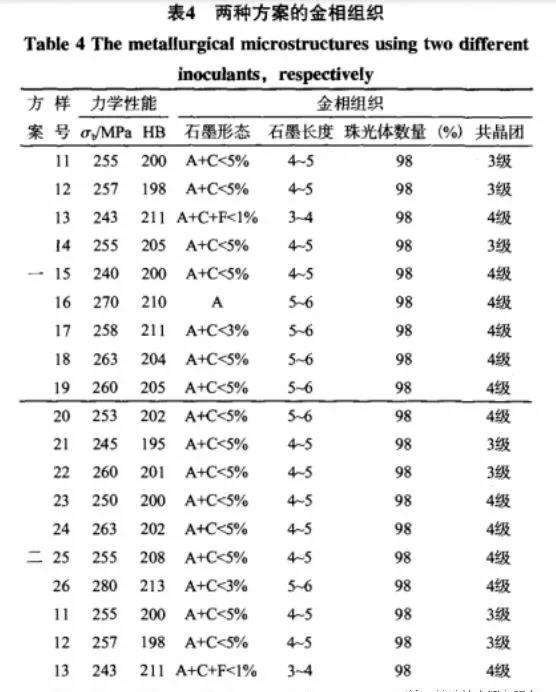
圖:兩種方案的金相組織
2.4 技術(shù)效果分析
在相同的試驗(yàn)條件下,鍶硅孕育劑的減白口能力比硅鐵要高30%~ 50%,與硅鈣相近。在化學(xué)成分3.35%~ 3.40%C、2.00%~ 2.15%Si、0.70%~0.80% Mn、≤0.060% P、0.060% ~ 0.080% S、0.40%~0.60% Cu、0.060%~0.090%Sn,出爐溫度1 480~1 .500 C,孕育劑加人量0.35%,孕育處理后2 min取三角試塊檢測白口深度,采用鍶硅孕育的白口深度為0~2 mm;采用硅鈣孕育的白口深度為1~2 mm;硅鐵孕育的白口深度為1~4mm。而且斷面均勻性與抗衰退能力比硅鐵好;同時在大量降低過冷度的同時,并不過多的增加共晶團(tuán)數(shù)量,減少了鑄件縮松傾向的產(chǎn)生,特別是對于電爐熔煉增硫的鐵液,它的作用可以得到最大限度的發(fā)揮。另外,鍶硅孕育劑特別有利于改善薄壁鑄件中石墨的形態(tài)和分布狀況,使不同厚度處組織的差別更小,過冷組織只見于鑄件的表層;鍶硅孕育劑易熔解、形渣少,適用于感應(yīng)電爐熔煉下生產(chǎn)各種灰鑄鐵件。
另外,采用鍶硅孕育劑處理的鐵液,抗衰退能力較硅鐵和硅鈣孕育劑強(qiáng)。在相同的試驗(yàn)條件下,鍶硅孕育劑的抗衰退能力比硅鐵和硅鈣強(qiáng)。在化學(xué)成分3.35%~3.40%C、2.00%~ -2.15%Si、0.70%-0.80%Mn、≤0.060% P、0.060%-0.080%S、0.405-0.60% Cu、0.060%-0.090%Sn,出爐溫度1480~1500 C,孕育劑加入量0.35%,孕育處理后每隔1min澆注一組試樣,測其抗拉強(qiáng)度的變化。通過試驗(yàn),硅鐵、硅鈣、鍶硅孕育劑孕育處理后達(dá)到最佳狀態(tài)的時間分別為1min、5min、7min,這說明鍶硅也是一種長效孕育劑。
根據(jù)要求在鐵液中加人了少量的Cu、Sn合金元素,Cu、Sn都是強(qiáng)烈穩(wěn)定珠光體的元素,但它們對珠光體的細(xì)化作用甚微。對細(xì)化石墨,細(xì)化珠光體起主要作用的還是鍶硅。
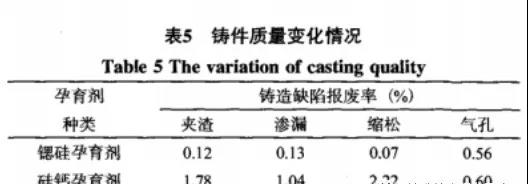
圖:鑄件質(zhì)量變化情況
3、結(jié)論
經(jīng)過多次反復(fù)的試驗(yàn),共澆注了100余噸鑄件進(jìn)行機(jī)械加工。同時對多批鑄件進(jìn)行跟蹤統(tǒng)計,可以看出,夾渣、縮松、滲漏等缺陷都得到較好的改善,提高了產(chǎn)品質(zhì)量。對鑄件進(jìn)行硬度測試,鑄件的硬度HB均在190-220范圍內(nèi)。
(1)用鍶硅孕育劑代替硅鈣孕育劑生產(chǎn)高碳當(dāng)量高強(qiáng)度灰鑄鐵是可行的。鑄件顯示出良好的力學(xué)性能,其抗拉強(qiáng)度值均超過250 MPa。同時還能獲得理想的金相組織:細(xì)片狀的A型石墨和少量的C型石墨(<5%) ,珠光體含量在98%以上。
(2)采用鍶硅孕育劑處理灰鑄鐵時,碳當(dāng)量可達(dá)到3.90%~4.10%,而加入量只有0.30%~0.35%,就能取得較好的效果。同時,由于鍶硅孕育劑帶人的渣量較少,減少了鑄件的渣孔缺陷。